快走丝与慢走丝线切割工作液过滤系统的不同点
作者:苏州中航长风 | 来源:www.szcfedm.com | 浏览次数:
快走丝与慢走丝线切割工作液过滤系统的不同点
线切割加工时由于切缝很窄,顺利排除电蚀产物是极为重要的问题,因此工作液循环过滤系统是机床不可缺少的组成部分。其作用是充分地、连续地向放电区域供给清洁的工作液,及时排除其间的电蚀产物,冷却电极丝和工件,以保持脉冲放电过程持续稳定地进行。
一、快走丝线切割工作液循环过滤系统
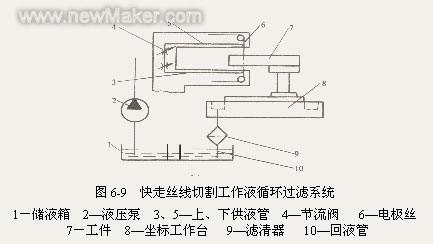
快走丝线切割时采用的工作液一般是 5 % ~ 15 %浓度的油酸钾皂 乳化液,液压泵抽出储液箱里的工作液,流经上、下供液管 被压送到加工区域,随后经坐标工作台中的回液管流回储液箱,经过滤复原后,继续使用,如图 6-9 所示。
二、慢走丝线切割工作液循环过滤系统
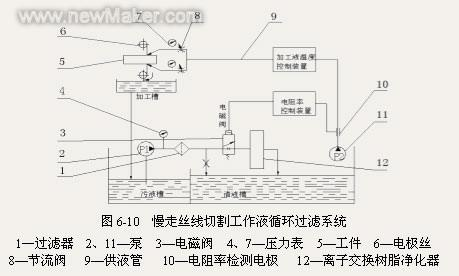
慢走丝线切割时一般采用去离子水做工作液,即将自来水通过离子交换树脂净化器去除水中的离子后供使用,图 6-10 所示为工作液循环过滤系统原理图。泵 P 2 抽出清液槽里的工作液,流经工作液温度控制装置被压送到加工区域,随后经加工槽中的回流孔及管道流回污液槽;再由泵 P 1 抽出污液槽里的污液,经过滤器过滤后,一部分直接流入清液槽,另一部分通过离子交换树脂净化器后流入清液槽。泵 P 2 抽出的工作液由电阻率控制装置通过测量水的微弱电流值而测定电阻率,利用电磁阀的开关调整通过离子交换树脂净化器的水量,保持恒定的电阻率。
在用慢走丝电火花线切割机床进行特殊精加工时,也可采用绝缘性能较高的煤油作工作液。
本文由快走丝线切割、中走丝线切割、线切割机床、取断丝锥机-苏州中航长风数控科技有限公司整理发布。


