线切割锥度切割装置结构与原理
作者:苏州中航长风 | 来源:www.szcfedm.com | 浏览次数:
线切割锥度切割装置结构与原理
线切割锥度切割装置用于某些有锥度(斜度)的内外表面,在线切割机床上广泛采用,实现的方法也有多种,比较常见的一种结构型式是数控四轴联动锥度切割装置,如图 6-7 所示。它主要依靠上部导向器作 U 、 V 轴驱动,与坐标工作台的 X 、 Y 轴驱动构成数控四轴联动,使电极丝倾斜一定的角度,从而切割工件上各个方向的斜面和加工上下截面形状异形的扭转体,最大切割锥度一般为 ± 15 °~± 30 °。
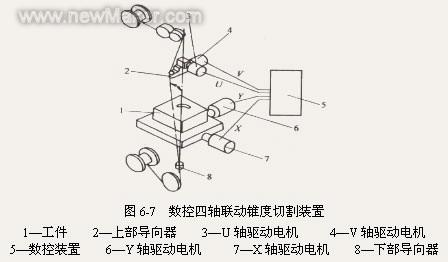
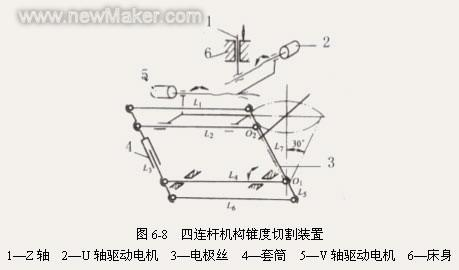
图 6-8 所示为四连杆机构锥度切割装置,由 U 、 V 轴电机驱动“ L 2 -L 3 -L 4 - 电极丝”所组成的四连杆机构实现锥度切割。工作液的上、下喷嘴分别设置在连杆 L 7 和 L 5 上,构成了 L 1 -L 3 -L 2 - L 7 和 L 4 -L 3 -L 6 - L 5 两个联动的四连杆机构实现同轴冲液。如果将丝架上、下臂的两个导向器设在四连杆机构的球心 O 1 和 O 2 上,则在进行锥度切割时无加工原理误差。
线切割在锥度切割时,保持电极丝与上、下部导向器的两个接触点之间的直线距离一定,是获得高精度的重要前提。为此,有的机床具有 Z 轴设置功能以设置这一导向间距。
本文由快走丝线切割、中走丝线切割、线切割机床、取断丝锥机-苏州中航长风数控科技有限公司整理发布。


