钻头|丝攻|丝锥断了怎么办?如何去除?
作者:苏州中航长风数控科技有限公司 | 来源:http://www.szcfedm.com | 浏览次数:
钻头|丝攻|丝锥断了怎么办?如何去除?
一、丝锥断了怎么办?好多企业在生产过程中都会遇到这个问题.首先苏州中航长风来分析下丝锥折断的原因:
用手动丝锥加工螺纹时,经常发生丝锥折断的情况。丝锥折断,除了与操作者经验不足、技能欠佳、方法不当及丝锥质量有关外,还与丝锥结构上存在的缺陷密切相关。
丝锥折断原因分析:
(1).在攻丝过程中,由于操作者双手用力不均衡,致使力的方向改变而折断丝锥。这种情况多发生在直径较小的螺纹加工中。
(2).底孔孔径与丝锥不匹配。例如,加工M5×0.5螺纹时,本应该用必4.5mm钻头钻底孔,如果误用了适用于M5 的?4.2mm钻头来加工,由于孔径变小,与丝锥不匹配,扭矩必然增大。此时如操作者仍未发现用错钻头而继续强行攻丝,则丝锥折断 现象就必然出现。
(3).加工盲孔螺纹时,当丝锥即将接触孔底的瞬间,而操作者并未意识到,仍按未到孔底的攻丝速度送进,则丝锥必然折断。
(4).加工盲孔螺纹时,如果有部分切屑未能及时排出而填堵在孔的底部,操作者若强行继续攻丝,丝锥也必然折断。
(5).丝锥自身的质量有问题,也是导致攻丝过程中丝锥折断的原因之一。
(6).攻丝开始时,丝锥起步定位不正确,即丝锥的轴线与底孔的中心线不同心,在攻丝过程中扭矩过大,这是丝锥折断的主要原因,由此而造成的丝锥折断现象 比前述诸因素造成的丝锥折断总和还要多。出现这种丝锥与底孔不同心的现象,看起来是操作者的技能问题,但实际上是由于丝锥结构上存在不足所致。目前所用的 手动丝锥前端均为锥形(见图1)。其初始工作面与底孔呈点状接触(见图2),丝锥与底孔的同心度全凭操作者的技能和经验来保持,既要使丝锥保持左右垂直于 底孔端面,又要保持前后垂直于底孔端面,还要在用力下压丝锥的同时双手均衡用力扭动丝锥。如此多项内容必须相互兼顾同时进行,技术水平欠佳的操作者是很难 完成此项工作的。即使是技术水平较好的高级技工,在手动攻丝作业时也不是每次都能掌握得很准确。
二、怎样来预防丝攻、丝锥折断呢?苏州中航长风来说说丝锥折断的预防措施:
(1).加强工人的技能训练和技术培训,提高手动攻丝作业的理论水平,熟练掌握攻丝作业中的实际操作技能。
(2).改进丝锥的结构。在头锥的前端增设长度为5~10mm、直径与底孔钻头直径相同的圆柱体,将其作为丝锥与底孔能自动保持同心的引导部 位,使丝锥本身具备在攻丝开始时自动与底孔保持同心的功能。用这种丝锥攻丝时,可避免因丝锥与底孔不同心而发生的丝锥折断现象,也可杜绝因底孔与丝锥不匹 配而发生的丝锥折断现象。同时,由于丝锥不可能进入与丝锥不匹配的底孔,因而也就能有效防止操作者误用钻头的情况出现。
三、丝攻、丝锥(包括钻头)断了后总要解决这问题,苏州中航长风帮你解决这一难题:
就目前来说选择电火花取断丝锥机是最好的方法,但是选择怎样的电火花取断丝锥机呢?
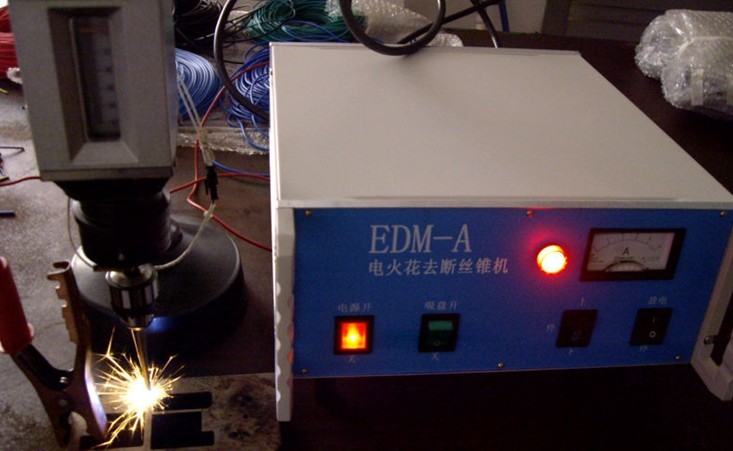
目前市场上的电火花取断丝锥机质量好坏不一,小型便携式电火花机的取断丝锥机价格从几千元到上万元不等,有些厂家粗制烂造价格便宜,这种机器只要从外观上就可以看出,千万不能贪图便宜.还有一些厂家全力模仿优质取断丝锥机的外观,而且价格相对便宜,并且误导消费者,称自己的机器功率大,加工效率高,把价格大大抬高。其实小型便携式的取断丝锥机最大功率到800W已经是极限了,一般的就400W已经足够了,功率大小只是加工大的丝锥(Φ16mm以上)时稍微快点。功率太大排屑就来不及了,而且容易电极与工件烧焦而粘在一起,而不能加工,所以加工效率并没有提高。所以我们在选择取断丝锥机的时候只要考虑自己的断丝锥是不是很多,多的话就选800W的,少的话选400W的就足够了。关键是要选择一些专业生产电火花设备的企业,这样质量和售后服务才有保障。采用本公司专利研发设计生产的EDM系列高精度电火花取断丝锥机可轻松去除折断丝锥(丝攻、钻头、螺丝),保持工件螺纹完好!甚至断丝锥螺纹都不会破坏。以下为调试及现场加工图片:

苏州中航长风小型取断丝锥机产品检索网上地址:http://www.szcfedm.com/productlist/xiaoxingquduansizhuiji-1211.html
苏州中航长风数控科技有限公司提供便携式取断丝锥机EDM-A、EDM-B型技术服务咨询,更多更详细取断丝锥机资料请登陆http://www.zhwedm.com http://www.szcfedm.com 公司网站查询。


