电火花线切割HL系统下怎样上下异形切割?
作者:苏州中航长风数控科技有限公司 | 来源:http://www.szcfedm.com | 浏览次数:
电火花线切割HL系统下怎样上下异形切割?
电火花线切割进行上下异形切割,须把工件的上下面图形分别编程,生成2个3B指令文件,存放在图库里,以右图为例:设圆形为工件上面图形,六边形为工件下面图形,其3B指令文件已存放在图库(或硬盘,软盘)里。
① 先调入下面图形3B指令文件。
② 按F3、G进入锥度参数设置子菜单。
③ 光标移到File2异形文件,按回车,再把光标
移到上面图形3B指令文件,按回车,再按
ESC退出,即可显示上下面两个图形叠加。
④ 把F1,回车,再按回车,即开始模拟切割。
注:当上下图形3B指令段数相同时,上下图形
的每段指令同步开始,同步结束;当上下图
形3B指令段数不相同时,须在编程时对指
令段数少的图形进行分段,使上下图形指令
段数相同,其对应位置可根据需要来确定
(如右图)。上下异形加工时一定要上下图
形从同一个起点加工。且上下图形的加工方向要相同。不能一个图顺时针,另一个图逆时针方向加工。上下异形模拟切割结束时,要注意UV轴的最大行程Umax、Vmax的数值(画面有显示)是否超过机床UV轴的实际最大行程,如果超过的话,则要修改图纸尺寸重新编程或调低丝架高度,使模拟结束后Umax、Vmax的数值不超过机床UV轴的最大行程方可进行正式切割。
一般来说,同样的图形和同样的角度,丝架高度越低,UV轴的行程越小。
[附图1]小拖板锥度方案
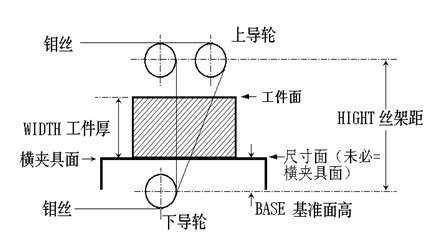
上图为小拖板式的锥度结构形式,对于杠杆式锥度结构方案(又名摇臂式,摇杆式),基准面高(BASE)应由杠杆点起计算(即为摇摆支点,对于小拖板式,摇摆支点也即下导轮中心点),丝架距(HIGHT)应为杠杆点至上导轮中心的距离。即在锥度设置子菜单中:
Base基准面高:尺寸面的高度,即尺寸面与摇摆支点的距离。(通常为横夹具面)
Hight丝架距:上导轮中心距与摇摆支点的距离。
Width工件厚:工件的厚度。
上述三个参数的准确性对锥度加工的精度很关键,特别是对于上下异形切割。
苏州中航长风线切割产品检索网上地址:http://www.szcfedm.com/productlist/xianqiege-1061.html
苏州中航长风是国内最早生产电火花线切割的厂家,企业技术力量雄厚,中走丝线切割机床质量稳定,广大用户信赖的品牌。更多技术资料请参考http://www.szcfedm.com公司网站。


