���и������������������ѵ
���ߣ����ݳ������и���� | ��Դ��http://www.szcfedm.com | ���������
���и������������������ѵ
[ѧϰĿ��]
1���������и����������ƵĹ��պͷ�����
2���������и����������ij�����ƣ�
3������ģ������ļӹ�����������ȷ���û�������ز��� ��
[��Ŀ����]
�����и�����ϼӹ���ͼ1-1��ʾ�����������֪������Ϊ45�֣����Ϊ8mm��
1�����ͼ��
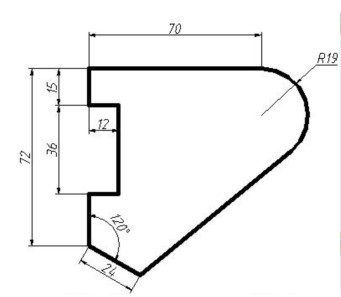
ͼ1-1 ���ͼ��
2�������ӹ�Ҫ��
1�����ݵ缫˿ʵ��ֱ������ȷ����ƫ������
2������ͼ���ص㣬��ȷѡ��������λ�ú��и��
3�����ݲ�������ͺ�ȣ���ȷ�������������
4�����ݳ��������λ�ú��и����ȷװ�й����Ͷ�λ�缫˿��
[֪ʶ��]
���и��ӹ����գ�ƫ�����ļ��㣬���롢������λ�õ�ȷ�����и���ѡȡ�������и��Զ���̡����и����������
[ѧϰ����]
һ�����и�ӹ�����
1�����и�ӹ�ԭ��
�������и�����ӹ������ò����˶��ĵ缫˿�빤��֮������ŵ磬�Ӷ�������ʴ��������ʵ�������и�ġ�
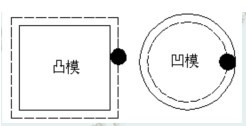
2��ƫ������ȷ��
���ʱ�����Ե缫˿���İ���ͼ����ʵ���������б�̵ġ�����ʵ�ʼӹ��У������õĵ缫˿��һ����ֱ�����缫˿�뱻�ӹ�����֮����һ���ķŵ��϶����ˣ�Ҫ�ӹ���������������������ģ����������缫˿���Ĺ켣Ӧ����ƫ�ơ�Ҫ�ӹ��ڿף�����ģ����������缫˿���Ĺ켣Ӧ����ƫ�ƣ���ͼ1-2��ʾ����
ƫ������ʵ�ʵ缫˿�뾶�����߷ŵ��϶��
ͼ1-2 �켣ƫ�Ʒ���
3�� ��ȷѡȡ���롢������λ�ú��и��
��1����ʼ�и�㣨�����ߵ��յ㣩��ȷ��
�ӹ��У����ڵ缫˿���ص���ʼ��ʱ��������ɼӹ��ۼ���ʹ���������ܵ�Ӱ�죬����Ϊ�˱�����һӰ�죬��ʼ�и���ѡ��ԭ�����£�
1����ѡͼ����ֱ����ֱ�ߵĽ��㣬�����ѡ��ֱ����Բ���Ľ����Բ����Բ���Ľ��㡣
2�����и��������ֲڶ�Ҫ��һ��ʱӦ�ڽϴֲڵ�����ѡ����ʼ�и�㡣
3������������ֲڶ���ͬʱ����û���ཻ�棬��ʼ�и��Ӧѡ����ǯ��������������λ��
4�����⽫��ʼ�и��ѡ����Ӧ�����еļнǴ����Է�ֹ��ɶ�˿����·��
��2�� ���롢������λ�����и�·�ߵ�ȷ��
ģ�����߳���һ��ȡ3~5�L�����и�·��ѡ���빤����װ���йء�ѡ��ԭ����ʹ��������гֲ�λ������и�ΰ������ܵ��и����ĩ�ˡ����磺�и�ͼ1-3��ʾģ�������ͼ������������һ�����������غϡ�
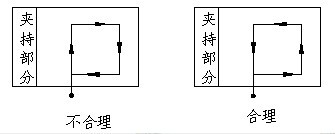
ͼ1-3 �и�·��ѡ��
��ģ��˿���ȡ�ڰ�ģ�ĶԳ����ģ���ʼ�и�㣨�����ߵ��յ㣩��ѡȡ����������ԭ���⣬��Ӧ����ѡȡ���·��������ǯ����������λ�á�
�������и��Զ����
��ͬ�����������Զ����ϵͳ������ͬ������ɲμ�ʹ��˵���顣������CAXA���и�V2ϵͳΪ����˵���Զ���̵ķ�����
CAXA�����н����Զ���̵IJ��裺��ͼ——���ɼӹ��켣——����3B���루��G���룩����——�����䡣
������ͼ����
����CAXA������CAD�����ܷܺ���Ļ���ӹ����ͼ��Ϊ�������߷��㣬�ɰ�ͼ�ε����Ͻ��Ƶ���0��0���㣨��ͼ1-4��ʾ����
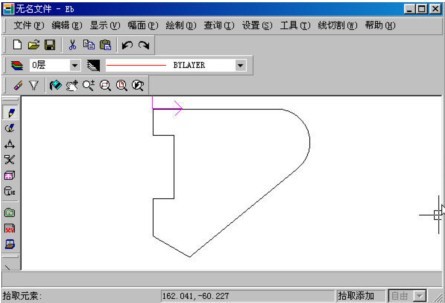
ͼ1-4 �������ͼ
2�����ɼӹ��켣
��1�����“���и�”�˵��µ�“�켣����”����ͼ1-5��ʾ����
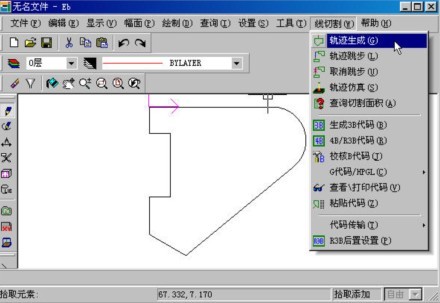
ͼ1-5 ѡ��켣����
��2��ϵͳ����[���и�켣���ɲ���]�Ի����и������[���뷽ʽ]�����֣�
[ֱ��]���룺�缫˿ֱ�ӴӴ�˿�����뵽�ӹ���ʼ�㡣
[��ֱ]���룺�缫˿�Ӵ�˿�㴹ֱ���뵽�ӹ���ʼ�Ρ�
[ָ�������]���룺�˷�ʽҪ���ڹ켣��ѡ��һ������Ϊ�ӹ�����ʼ�㣬�缫˿ֱ�ӴӴ�˿�����뵽�ӹ���ʼ�㡣
���������ɲ���Ĭ��ֵ��
��֪�缫˿ֱ��Ϊ0.18mm�����߷ŵ��϶Ϊ0.01mm����缫˿ƫ����Ϊ0.1mm����ͼʾ��д�и������ƫ��������������ȷ������ͼ1-6��1-7��ʾ����
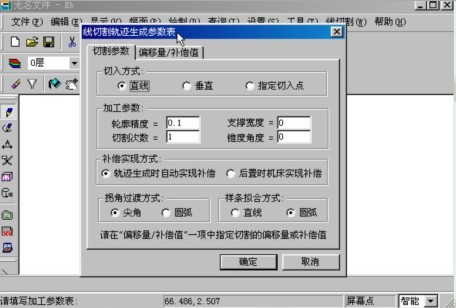
ͼ1-6 �и��������
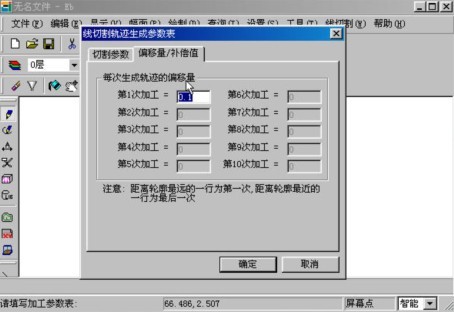
ͼ1-7 ƫ��������
��3��ϵͳ��ʾ[ѡ������]��ѡȡ����ͼ����ͼ1-8������ѡȡ��ͼ��Ϊ��ɫ���ߣ����������������һ�Է����ͷ��ϵͳ��ʾ[ѡȡ��ʰȡ����]���繤�����װ�У�������ȡ�ڹ������Ͻǵ㣬��ѡ��˳ʱ�뷽���ͷ��ʹ����װ�������������
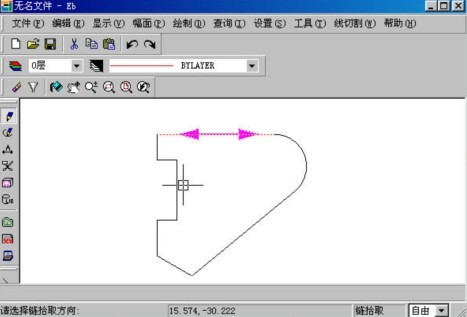
ͼ1-8 �ӹ�����ѡȡ
��4��ѡȡ��ʰȡ�����ȫ����Ϊ��ɫ�������������߷������һ�Է����ͷ��ϵͳ��ʾ[ѡ���и�������]����ģӦ����ƫ�ƣ�����ѡ��ָ��ͼ�����ļ�ͷ����ͼ1-9��ʾ����
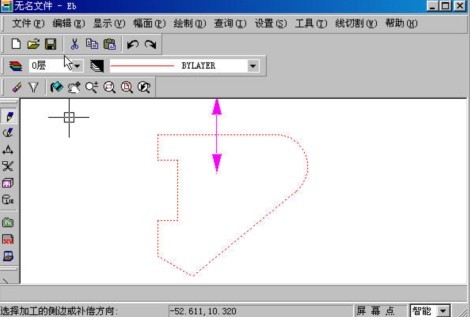
ͼ1-9 ��������ѡȡ
��5��ϵͳ��ʾ[���봩˿���λ��]����ͼ1-10��ʾ��������0��5���������߳���ȡ5mm���س���
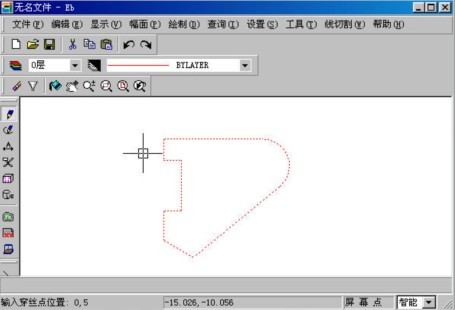
ͼ1-10 ���봩˿��
��6��ϵͳ��ʾ[�����˳��㣨�س��봩˿���غϣ�] ����ͼ1-11��ʾ����ֱ�ӻس�����˿������˵��غϣ�ϵͳ��ƫ����0.1mm�Զ�������ӹ��켣��ģ������켣�������������棨��ͼ1-12��ʾ��
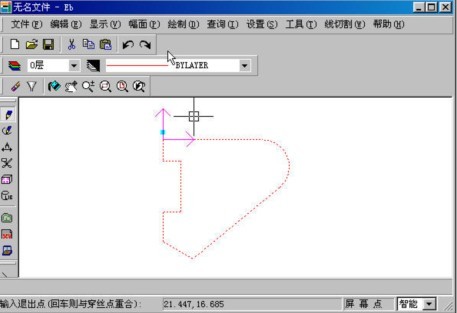
ͼ1-11 �����˳���
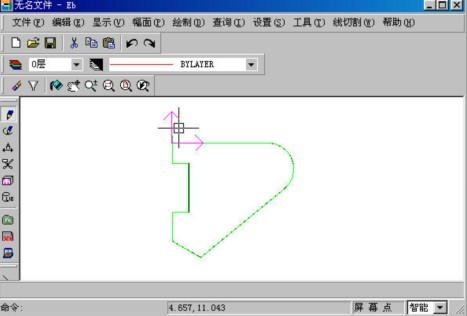
ͼ1-12 ģ�켣ͼ
3�����ɴ���
��1�� ѡȡ���и�www.szcfem.com�˵��µ�[����3B�ӹ�����]����ͼ1-13��ʾ��
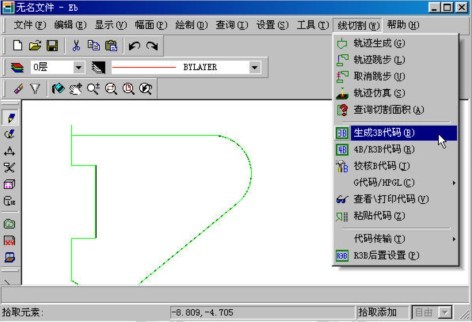
ͼ1-13 ѡ������3B����
��2�� ϵͳ��ʾ[����3B�ӹ�����]�Ի���Ҫ���û������ļ�����ѡ�����·�����������水ť����ͼ1-14��ʾ����
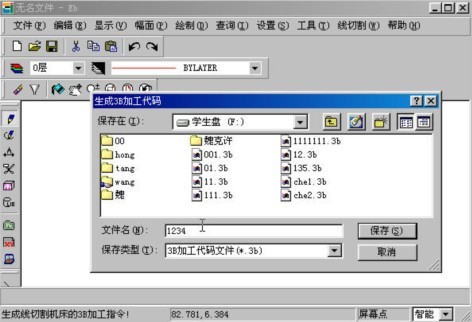
ͼ1-14 �������
��3�� ϵͳ�����²˵�������ʾ[ʰȡ�ӹ��켣]��ѡ��ɫ�ļӹ��켣���һ������켣ʰȡ��ϵͳ�Զ�����3B�����ڱ���������ʾ�������ݣ���ͼ1-15��ʾ��
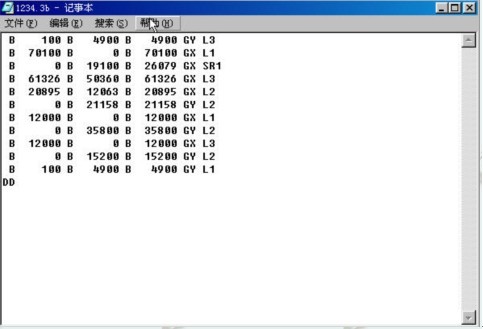
ͼ1-15 ��������
4��������
�����ͨ�����ַ�ʽ���䵽������
��������������
1���ֳ��˽����и��������ɼ����ܡ�
2���ֳ��˽���������ƹ�����ϸ���ť���á�
3���������IJ������� ��
��һ�� ����ǰӦ�����¼��
1��������̨��Դ���õ��Խ��빤��״̬��
2���������ܵ�Դ��������µ��ֺ͵�������Ƿ�����������˿Ͳ�г̿���λ�ã����ͱã��������ˮ���Ƿ�ͨ��
3��������Ӧ���豸��Ҫ�Ի����йز�λע����
4�����缫˿�Ĵ�ֱ�ȡ�
������ �ӹ�
1������ͼֽ�����ݹ���Ҫ��ȷ����������ѡ������С���и�·�ߣ������������������ȣ���������ͼ���Ҫ��ѡ���Ƶ��Դ�ӹ���������ع��ղ����ĵ��ڿɲ�����ػ���˵���顣
2��װ�й���֮ǰ��������������Ӧ����ȥ�ţ���Ȼ��ȷ�Ϲ���λ���Ƿ����г̷�Χ֮�ڡ�
3����˿�����缫˿�Ƿ��ڵ��ֲ��ڼ�������ϣ���ס�����Ȼ������˿����——���ͱ�——����˿�������Զ�ͣ������——��Ƶ����ʼ�и
4���ӹ�������ע��۲�ӹ����������ڱ�Ƶ�ٶȣ���ֹ��˿����˿����·����
5������������ȹظ�Ƶ��Դ——���ͱ�——����˿����——���¹���ϴ�ɾ�——���顣
[С ��]
ͨ������Ŀ�Ľ�ѧ��Ӧ�������и�ӹ��л���ƫ�����ļ��㣬ģ���롢������λ�õ�ȷ�����и���ѡȡ��CAXA���и��Զ���̵IJ���ͷ��������������ķ����Ͳ��衣
�����к��������и��Ʒ�������ϵ�ַ��http://www.szcfedm.com/productlist/xianqiege-1061.html
�����к������ǹ�����������������и�ij��ң���ҵ���������ۺ�����˿���и���������ȶ�������û�������Ʒ�ơ����༼��������ο�http://www.szcfedm.com��˾��վ��


