苏州中航长风数控电火花穿孔机操作
作者:苏州中航长风数控科技有限公司 | 来源:www.szcfedm.com | 浏览次数:
苏州中航长风数控电火花穿孔机操作
5.4 数控电火花穿孔机机床操作
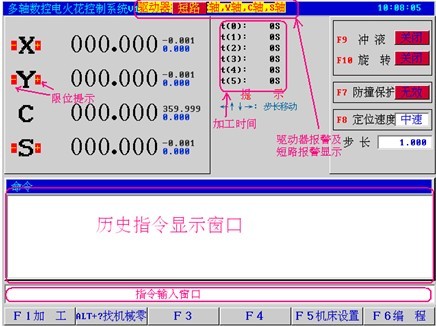
数控电火花穿孔机数控操作系统启动后CRT上即显示主操作画面,系统进入待命状态。主操作页面左上方为工件当前的工作坐标和机床坐标及目标坐标,机床坐标为机床的绝对坐标。
主操作画面上方中间为各坐标轴移动的手动操作提示:
按←键X轴负向移动;
按→键X轴正向移动;
按↑ 键C轴正向移动;
按↓ 键C轴负向移动;
按PageUp键S轴向上移动(负向);
按PageDown键S轴向下移动(正向);
按一下移动某一距离(移动距离与移动速度有关),按住键不松开则连续运行。
主操作画面右上方为功能开关和移动频率:
F7为短路保护开关,按一下F7键,短路保护功能开,此时如果电极与工件相碰,X、Y、C轴不能移动,S轴停止向下移动,S轴只能向上移动;关掉此功能只需再按一下F7键即可;为安全起见,一般不要关闭此功能!
F9为工作液启停开关,按一下F9键,可改变高压泵的开启状态;
F10为旋转头旋转的启停开关,按一下F10键,可改变旋转头状态;
F8 为定位速度,即移动速度,各轴的移动频率可从100Hz到10000Hz。改变移动频率即改变移动速度。
主操作画面中的命令框中显示的是以往操作的命令,下方为命令输入框,用于设置各轴的工作坐标和操作各轴的运动:
1.清零功能
输入 X=0 回车,将X轴的当前坐标设置为0;
输入 Y=0 回车,将Y轴的当前坐标设置为0;
输入 C=0 回车,将C轴的当前坐标设置为0;
输入 S=0 回车,将S轴的当前坐标设置为0;
2.置数功能
键入“X=xxx.xxx”回车,即可对X(或Y、C、S)轴进行工作坐标置数;
3.移动功能
输入 X0.160 回车,将X轴移动到X为0.160坐标点;
输入 X160 回车,同样将X轴移动到X为160.000坐标点;
输入“DXxx.xxx”回车,可使X轴(或Y、C、S轴)移动xx.xxx距离,再回车可使上条指令再执行一次。
……
数控电火花穿孔机主操作画面下部有6个功能键提示,显示了软件的操作功能:F1加工、ALT+?找机械零位、F5机床设置、F6 编程。按相应的功能键进入子菜单。
公司旗下网站:www.szcfedm.com www.skwedm.com
本文经线切割、穿孔机、快走丝线切割、线切割机床-苏州中航长风数控科技有限公司原创发布,未经书面许可不得转载,否则将追究法律责任。