闭环伺服中走丝线切割LQDK-320
闭环伺服中走丝线切割LQDK-320
苏州联青机电闭环伺服中走丝主要技术特点:
同类型有细分步进电机款,价格实惠,现价比更高。
“慢丝结构全闭环线切割”是联青机电中走丝系列的第五代产品TC型,它结合了慢走丝机床的设计理念。
将机床移动精度、运丝精度、水的过滤精度达到了慢走丝的精度标准。再搭载联青机电自主研发的高稳性数控电源。使它加工出来的工件完全可与慢走丝媲美。
◆机身部分——机床采用优质树脂砂铸件机身采用T字型床身、C型立柱,工作台在左右方向移动时不会移出机身底座,大大增加了机床的刚性。
◆ 机床精度——采用全进口高精度直线导轨及滚珠丝杆并与光栅全闭环电机直连,解决了传统机床采用步进驱动带来的误差,使它同慢走丝机床精度完全一致,大大提高了机床的使用寿命。
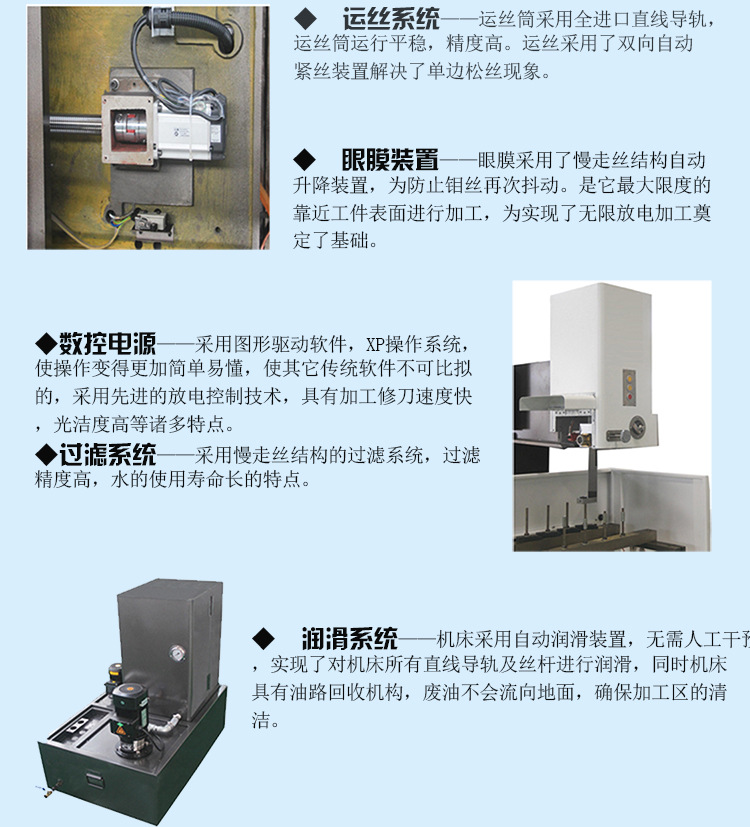
◆ 运丝系统——运丝筒采用全进口直线导轨,运丝筒运行平稳,精度高。运丝采用了双向自动紧丝装置解决了单边松丝现象。
◆U、V轴装置——U、V轴采用了全进口直线导轨与机身连接,大大增强了U、V轴的刚性,并使上主导轮得到了很强的稳定性。
◆ 眼膜装置——眼膜采用了慢走丝结构自动升降装置,为防止钼丝再次抖动。是它最大限度的靠近工件表面进行加工,为实现了无限放电加工奠定了基础。
◆数控电源——采用图形驱动软件,XP操作系统,使操作变得更加简单易懂,使其它传统软件不可比拟的,采用先进的放电控制技术,具有加工修刀速度快,光洁度高等诸多特点。
◆过滤系统——采用慢走丝结构的过滤系统,过滤精度高,水的使用寿命长的特点。
◆ 润滑系统——机床采用自动润滑装置,无需人工干预,实现了对机床所有直线导轨及丝杆进行润滑,同时机床具有油路回收机构,废油不会流向地面,确保加工区的清洁。
机床确保设备稳定性,松下闭环伺服直联电机驱动,自动检测反馈补偿,确保设备长时间精度不变。机床设备精度≤1.0um(慢走丝0.3um~0.5um)
一、机床的型号规格及参数
|
型号规格
Model
|
单位
Unit
|
伺服中走丝LQDK-320
|
|
工作台台面尺寸
Worktable Dimensions
|
mm
|
760x520
|
|
工作台行程
Worktable Strokel
|
mm
|
400x 320
|
|
最大切割厚度
Max.Machining Thickness
|
mm
|
250 (电动升降)
|
|
最大切割锥度
Max.Machining Taper
|
mm
|
6°/80
|
|
加工精度
Maching Accuracy
|
mm
|
直线≤±0.003 锥度≤±0.01
|
|
最佳粗糙度
Ra Surface Roughness
|
цm
|
二次切割Ra≤1.6
三次切割Ra≤1.0
|
|
最高切割效率
Max.Productivity
|
mm2/min
|
≥180
|
|
电极线(钼丝)
Electrode Wire(Molybdenum)
|
mm
|
ф0.15-0.25
|
|
走丝速度
Wire speed
|
m
|
变频调速
|
|
最大工件重量
Maximum weight
|
kg
|
300
|
|
多次切割平均效率
Efficiency, productivity
|
m mm2/min
|
60-90
|
|
工作液
Working Medium
|
|
专用乳化膏加纯净水
|
|
加工电流
Current electrical
|
A
|
8
|
|
加工电压
Processing voltage
|
V
|
DC 120
|
|
工作电源
Power Supply
|
|
380V/415V 50HZ 三相3-phase
|
|
功耗
Power Consumption
|
kw
|
2.2
|
|
机床尺寸
Dimensions
|
mm
|
1570*1100*1700
|
|
重量
Weight
|
kg
|
1860
|
|
备注
Remarks
|
|
自动变跨距
Adjusting
|
二、主机介绍
1、应用三维和有限元分析软件完成对机床的最优化设计。
2、机床采用高强度树脂砂铸件,并经退火及先进的振动时效处理。
3、采用箱型结构设计与周密肋骨支撑床身,保证机床具有极高刚性。
4、X、Y轴采用进口:直线导轨、高精密滚珠丝杆、精密丝杆专用轴承。
5、X、Y轴采用松下交流伺服电机,U、V采用三相步进电机(也可选配其他电机)。
6、采用电动集中润滑,减少运动部件磨损。
三、立式电控柜介绍
CNC控制系统、机床电器、高频电源三大部件采用模块化设计,集成在同一个电控柜内,结构紧凑,维修方便。
控制系统实现一键加工,分时、分段加工,显示加工轨迹,短路自动回退,断丝及加工结束自动关机等功能。
借鉴慢走丝线切割机床加工工艺开发的多次切割(修刀)方式,并在后台建立完善的数据库(切割参数等),大大降低了对操作者水平的要求。
1、CNC系统的配置组成及技术性能
(1)、CNC的硬件组成
a、工业级计算机
b、512M内存
c、80GB硬盘
d、17”液晶显示器
e、USB、NIC、RS232接口
(2)、CNC的软件组成及操作平台
a、CNC软件由AutoCAD自动编程、AutoCUT控制系统功能模块组成
b、操作平台为WIN XP
(3)、CNC系统的技术性能
a、四轴联动
b、斜度加工(异形加工)
(4)、CNC系统运行环境
a、温度: 5~60℃
b、相对湿度: 40%~90%
2、编控一体软件AutoCUT基本功能
a、坐标系:绝对式、增量式
b、图形坐标变换、缩放、旋转功能
c、图形跟踪显示功能
d、直线、圆弧插补功能
e、斜度及上下异形加工功能
f、短路回退、断丝回原点功能
g、停电记忆、加工结束自动停机功能
h、自动靠边、找中功能
i、自动加过渡圆功能
j、反向加工功能
k、菜单技术、自动编程
3、机床电器
采用变频器控制,丝速无级可调,并可自动诊断运丝系统故障。运丝换向采用接近开关无接触换向,换向平稳。
4、高频电源
高频电源增加了阶梯波,脉冲波形形态更精确,加工效率更高。
四、机床精度
按国家标准GB7926-2005执行。
本机床产品升级、设计变更恕不另行通知。